Part V - Hilarious Overoptimism in Time Required to Build Shit...

It’s been a little over a month since my last watch building update. In that time I’ve gotten a year older, lost a tooth and built a micro precision cnc milling machine.
I’ll begin with the tooth because that’s the most noticeable. 20 years ago I was working at a summer camp and made the mistake of intervening in an altercation between two five year olds. One of the little shits head butted me in the mouth and broke a front tooth off. When I finished calling him a worthless and utterly inconsiderate bastard I visited a dentist. Mister moneylover screwed my tooth back into my jaw and told me it’d probably last ten years or so. Fast forward to four months ago and another dentist telling me “yea, this thing is done, at some point you’re going to be eating something and it’ll go crunch.”
I did. It did.
And now I get to spend six grand with more dentists getting a new tooth installed. Could someone explain how and why we haven’t all gone pitchforky and moblike on dentists? These white clad hooligans are literally fucking us in the mouth. But I digress…
I think I explained in the previous email that I need a way to make dials for the watch. I’d gone down the road of trying to outsource that process and the results available within a reasonable budget were crappy.
This led me to explore the option of making a machine capable of creating dials and hands. Which in turn led to finding myself on a rainy Wednesday afternoon, in a steel warehouse haggling the price of A36 steel with a Chinese lady.
Having lost the haggle I left with 60lbs of 1” thick steel plate which over the course of the past month I’ve been whittling down to something which resembles a milling machine.
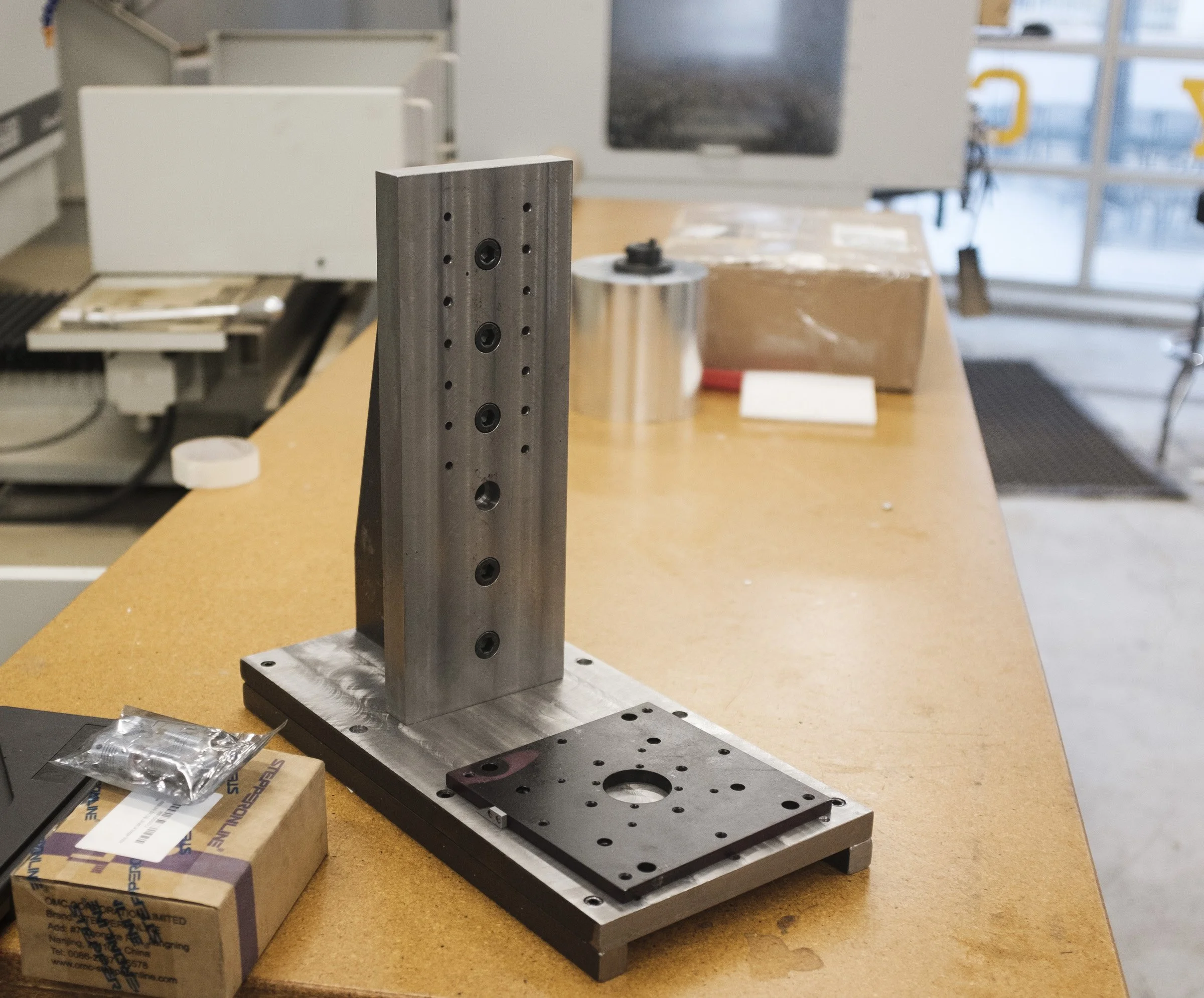
Unlike the Vermont maker space I was using, the hours at the NY facility are far more limited. This limitation didn't give me much time to document the process of turning steel into a functioning tool. Essentially I created a simple bed and upright structure from 1” plate. My research and the advice of a few of my engineering-minded suggested that rigidity and mass were the two most important considerations in having an automated machine capable of holding tolerances down to the micron. I may have gone slightly overboard with this rig but it certainly has plenty of mass and no flex to speak of.
As I’d mentioned in the previous update the plan was to purchase precision rather than attempt to build it. So with all the moving parts of the machine I turned to eBay and salvage companies to find pieces which were already made to tolerances far superior to what I was capable of with simple tools.
The bed of the mill is comprised of two 160x160mm high precision linear optical stages with ball bearing slides and an extremely fine lead screw. These are paired with off the shelf Nema 17 stepper motors and give me the ability to move the work piece in increments of 2 microns.
For the vertical axis I found a crossed roller linear stage and a high precision ball screw which is again paired up with a standard stepper motor.
I spent a week or so fucking around with a few different control options for the machine before settling on a controller and software from a company called Openbuilds which, while somewhat limited, is far easier to use than the other options I looked at.


I didn’t really photograph the process of building the mill, didn’t have time and it mostly consisted of me making tons of chips, burning up big end mills and generally thrashing about on a Bridgeport till I had a frame that was overbuilt and fairly square. Then attaching the parts.
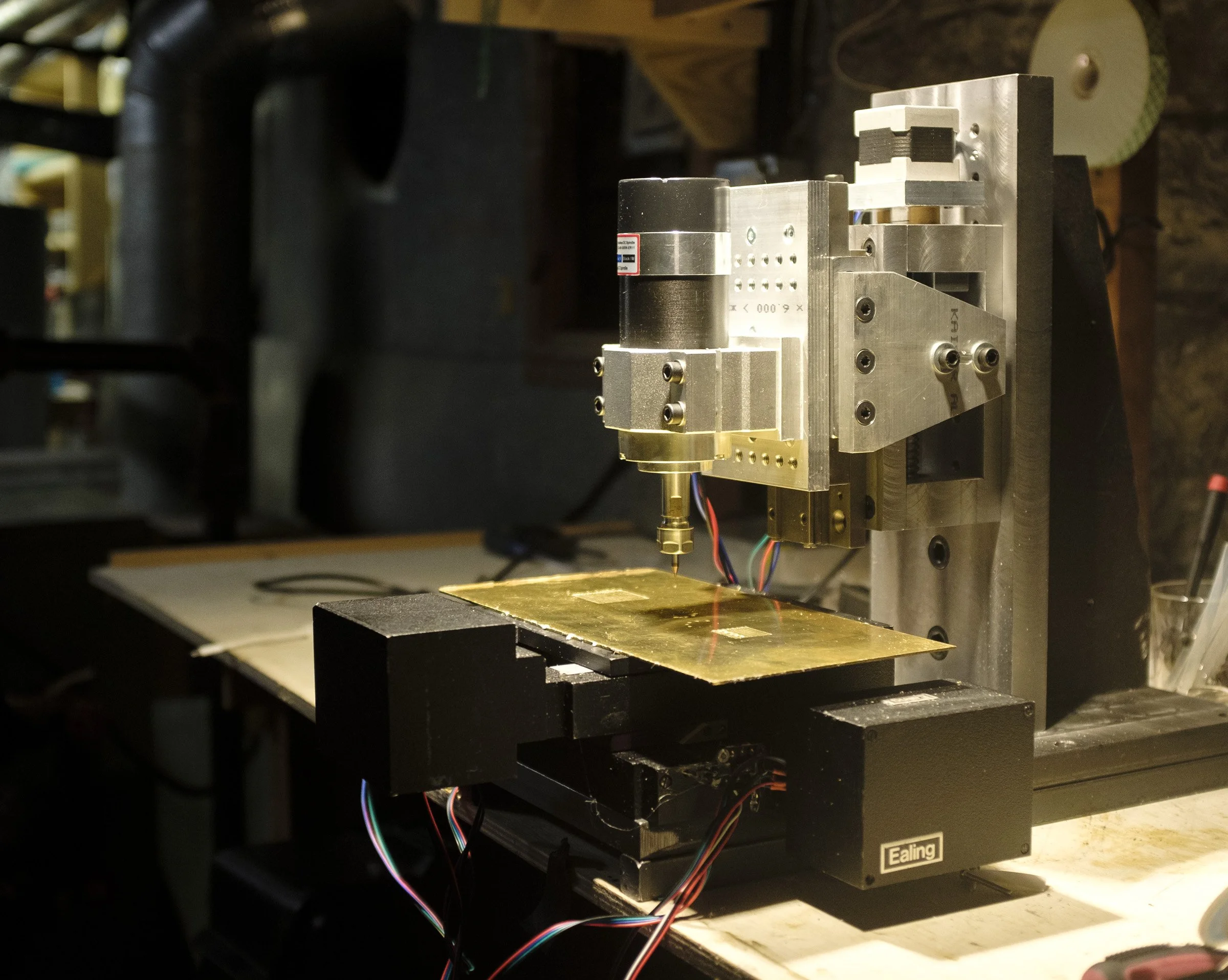
The Freshly Minted CNC Mill
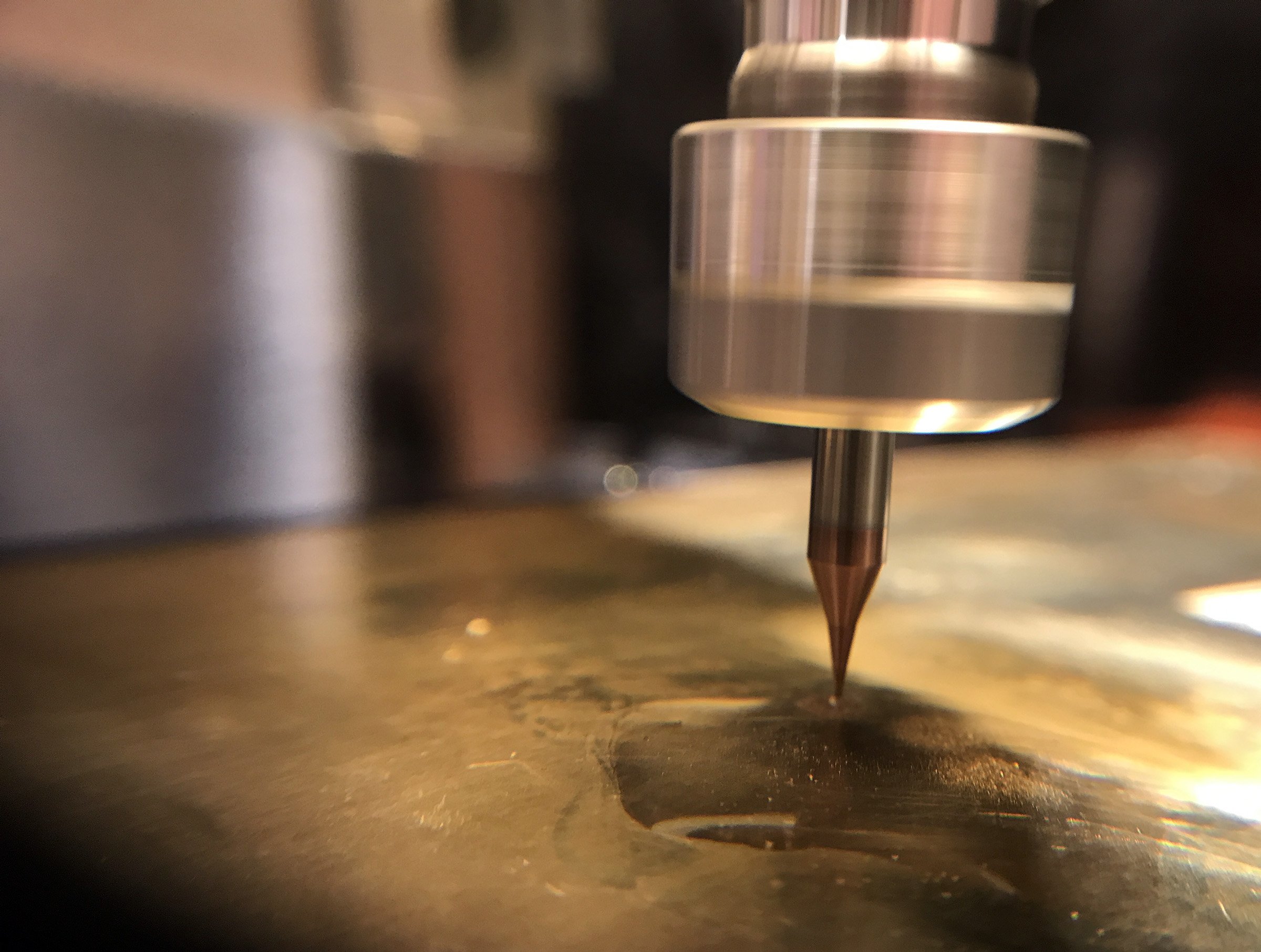
First test cut with the new milling machine.
The result wasn’t exactly ready for prime time but overall I was pretty happy with the first attempt.
For the time being I’m using a less than great Chinese made spindle (the part that spins the bit) which only hits 12,000 rpm which is far less than is ultimately needed for the tiny end mills required for the dial markings. But it’s a good stop gap for getting the machine dialed in and finding out what is going to work better. I’m rebuilding a pneumatic spindle which will get up to 40k rpm but ultimately I think I’m likely going to either buy or build an electric spindle which doesn’t require a massive air compressor.
Till I get the spindle sorted I’m going to be working on getting the whole machine perfectly aligned, craft some kind of work piece holder to clamp down the dial and hand material and figure out a way to have the workpiece submerged in cutting fluid while the machine is running.
And then, with any luck I can get back to building a watch, rather than building the things that build a watch.
Although both have been rather enjoyable.
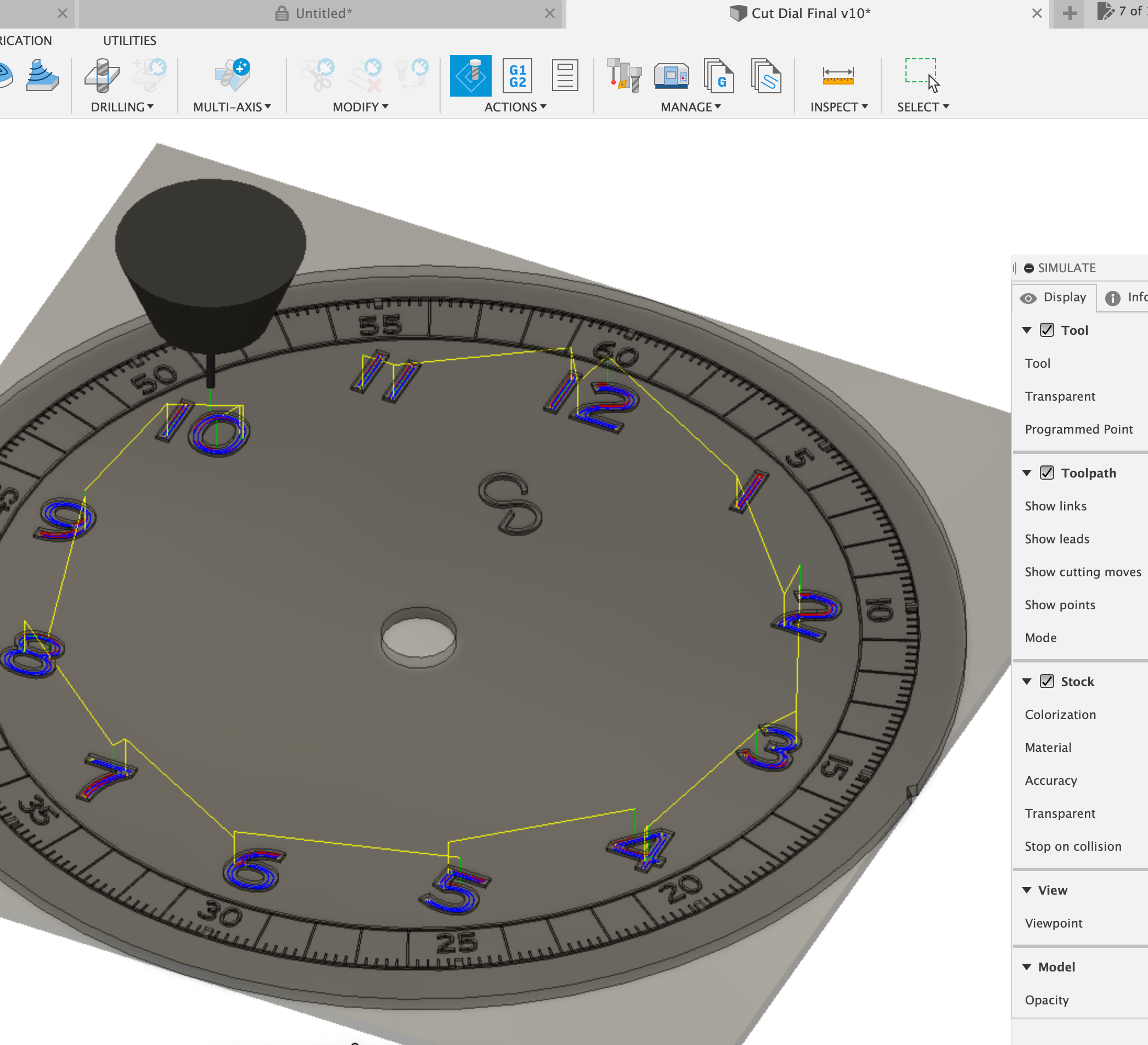
Programming the code to make the dial cuts
The first attempt at the hour numbers
So that’s that for now, thanks for reading and please stay safe and sane (shit keeps getting weirder out there folks) wherever you are until next time.
Giles